
0 引言
立磨是一种用于细磨物料的大型粉磨设备,在水泥行业广泛应用。磨辊润滑系统是立磨的重要组成部分,其功能是持续地向磨辊轴承提供一定粘度的润滑油,并维持油液在轴承腔内的液位高度,确保轴承得到良好的润滑,并将轴承运转过程中产生的 热量带出轴承腔外,同时也可将其表面正常磨损产 生的金属颗粒等机械杂质冲洗带出轴承腔外,然后油液回到润滑站进行过滤、冷却,从而保持轴承的温度相对稳定和清洁。立磨在现场使用中普遍存在磨 辊润滑系统回油不畅导致空气帽溢油的问题。本文针对该问题进行了原因分析,对磨辊润滑系统进行了改造,总结了根治问题的办法。
1 磨辊润滑系统工作原理及现场使用故障
磨辊润滑系统由润滑站及相应的连接管路构成。每个循环回路由一个进油路、一个回油路组成,每个回路对应一套磨辊。润滑站的原理如图1所示(仅显示一个循环回路的原理)。
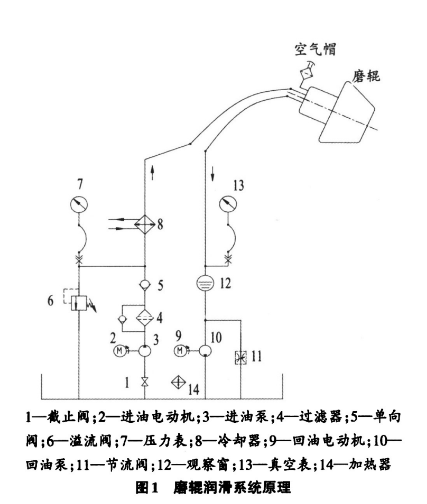
立磨开始工作时,启动进油电动机2,油箱中的润滑油经进油泵3→过滤器扣单向阀5→冷却器8向磨辊轴承腔中输送。同时,回油电动机9也开启,从磨辊轴承腔中抽回油液,经观察窗l2→回油泵10回到油箱,从而实现磨辊轴承的润滑、冷却和冲洗。为了防止磨辊内液位超高,回油泵设计选型流量大于进油泵。同时,为了防止回油泵吸空,在回油泵旁设计有节流旁路,通过节流阀11给回油泵补油。回 油路可以通过真空表13观测负压状态,通过观察窗12观测油流状态。进油路上装有过滤器4及冷却器8,油箱上装有加热器14,可以对油液进行温度控制和过滤,以维持润滑油的清洁和适宜的工作温度,保证润滑油对磨辊轴承具有良好的润滑和冷却效果。磨辊尾端装有空气帽,维持磨辊内压力与大气压平衡,避免磨辊内压力大而导致轴承密封圈损坏。
立磨在现场使用中普遍存在磨辊润滑系统回油 不畅,从而导致空气帽溢油的问题,造成润滑油浪费,环境污染,溢油后润滑系统油液不足、满足不了磨辊工作需求等后果。与此同时,还常常伴有回油 泵发热甚至损坏的问题。上述问题在现场环境温度较低时尤为明显。
2 原因分析
2.1空气帽溢油原因分析
(1)回油管路密封不严。回油管采用负压从磨辊轴承腔中抽油,必须要保证回油管路的密封性。现场管路布置比较长,可能会存在管路接头处密封不严,混人空气的现象。
(2)根据主机要求,磨辊润滑系统选用的润滑油粘度范围为ISO VG320~460,部分用户还会自行采购粘度更高的润滑油,一般在40℃以上的油温下 才会有比较好的流动性。实际使用中磨辊存储的油液比较多,管路比较长,无法通过润滑站上的加热器加热,故在磨机停机后刚开始运行且环境温度比较低时,空气帽溢油现象比较显著。
(3)回油路中节流阀11开度过大时回油泵的供油主要是通过节流阀11从油箱抽取,导致磨辊回油量不够。
2.2 回油泵发热原因分析
为了解决空气帽溢油问题,很多用户采取将节流阀调小或关闭的措施。由于回油泵流量大于进油泵,调小或关闭节流阀后往往会出现回油泵吸空发热甚至损坏的问题。
3 改造措施
(1)检查润滑管路,尤其是回油管路,杜绝接口漏气问题,保证管路密封性。
(2)根据现场环境温度,选用黏度合适的润滑油。
(3)将节流阀的开度调整到30%~50%范围。
(4)调整油泵工作时间。等立磨工作0.5 h以后,磨辊内润滑油温度升高后再开油泵。另外,油泵的开启时间可以调整为断续运行,且将回油泵的开启时间设置为比进油泵稍长一些,具体设置时间根据现场情况来定。
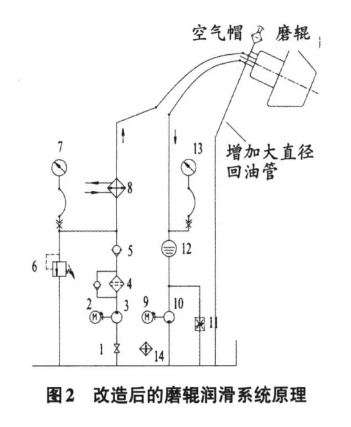
(5)增加大直径回油管路。由于油液粘度大、回油管路较长且管径较细,磨辊润滑系统从设计上就决定了回油不畅很难从根本上解决。
因此,从空气帽管路上增加一路大直径回油管,靠油液自重直接回到油箱。改进后的原理见图2。
4 结语
采取以上措施后,解决了回油不畅及回油泵发热、损坏的问题。在磨辊润滑系统设计中,应充分考 虑现场管路布置状况、油液粘度等工况,增加大通径回油管路,保证回油路通畅。同时,现场维护人员要合理设置油泵开启时间以及节流旁路的开度,保证设备正常连续运行。


